هر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایرانهر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایراناصول ساخت مخازن تحت فشار
اصول ساخت مخازن تحت فشار
مخازن تحت فشار از جمله تجهیزاتی هستند که در شاخه نفت و پتروشیمی و در اغلب صنایع اصلی نظیر نیروگاه و حمل و نقل از کاربرد ویژه و قابل توجهی برخوردار بوده و از اینرو توجه به مقوله طراحی و ساخت آنها از اهمیت ویژه ای برخوردار است . مخزن تحت فشار طبق استاندارد ASME SEC VIII به مخازنی گفته می شود که فشار طراحی داخل آن بیش از psi15 ) و کمتر ازpsi3000( باشد .این مخازن فلزی معمولاً استوانهای یا کروی برای نگه داری و یا انجام فرآیند های شیمیایی مایعات و یا گازها می باشند که توانایی مقاومت در برابر بارگذاریهای مختلف (فشار داخلی، و یا فشار خارجی و خلا در داخل) را دارامیباشند.
جوشکاری فلزات رنگین با گاز استیلن یا کاربیت
تمام فلزات رنگین را با کمی دقت و مهارت و آشنائی با اصول جوشکاری می توان جوش داد و برای جوشکاری این نوع فلزات بایستی خواص فلز را در نظر گرفت.
جوشکاری مس با گاز
بهترین طریقه برای جوشکاری مس جوشکاری با اکسیژن است( جوش اکسیژن = اتوگن= استیلن= کاربید اصطلاحات مختلف متداول می باشند) ضمناً می توان جوشکاری مس را با قوس الکتریک یا جوش برق نیز انجام داد.
استاندارد ISO 5817:2007
استاندارد ISO 5817:2007 با عنوان جوشکاری ذوبی – اتصالات جوشکاری در فولاد، نیکل، تیتانیوم و آلیاژهای آنها (به جز جوشکاری لیزری یا الکترونی) – سطوح کیفیت برای ناپیوستگی های جوش یک استاندارد بین المللی است که ابعاد ناپیوستگی هایی که نوعا در فرایند ساخت رخ می دهند را تعریف می نماید. این استاندارد را می توان برای تولید اتصالات جوشکاری در یک سیستم کیفیت بکار گرفت.
این استاندارد مقادیر ابعادی ناپیوستگی ها را در سه دسته تقسیم بندی نموده است که برای هر کاربرد خاصی می توان یکی از این دسته ها را انتخاب نمود. پیش از ساخت (ترجیحا پیش از عقد قرارداد یا در مرحله پیشنهاد) بایستی سطح کیفیت بر اساس یکی از این دسته ها انتخاب شود.
البته می توان دسته ها یا سطوح کیفیت مختلفی را در اتصالات جوشکاری یک محصول انتخاب نمود. این موضوع بایستی در بحث طراحی و بالطبع در هزینه های ساخت و بازرسی لحاظ شود.
ادامه مطلب ...

تعریف جوشکاری
تعریف جوشکاری
جوشکاری یکی از روشهای تولید می باشد. هدف آن اتصال دایمی مواد مهندسی (فلز،سرامیک ،پلیمر، کامپوزیت)به یکدیگر است به گونهای که خواص اتصال برابر خواص ماده پایه باشد.
جوشکاری عبارت است از اتصال دو قطعه فلزی یا غیر فلزی به یکدیگر در اثر عوامل خارجی مثل حرارت و فشار که امروزه به صورت یک علم پیشرفته و موثر در خدمت صنایع در آمده در روزگار پیشین یک هنر به حساب می آمد تاریخ نویسان نخستین روش های اتصال را در شرق به چینی ها و در غرب به رومی ها باستان نسبت می دهند . چینی ها در سه هزار سال پیش از میلاد دانش اتصال برخی فلزات وغیر فلزات را آموخته بودند و رومی ها از لحیم های بهره می بردند که امروزه با اندک تغییری در صنایع جدید به کار می رود.
ادامه مطلب ...
دانلود مقاله جوشکاری زیر آبی
بیش از یک صد سال است که قوس الکتریکی در جهان شناخته شده و بکار گرفته می شود. اما اولین جوشکاری زیر آب توسط نیروی دریایی بریتانیا انجام شد- در آن زمان یک کارخانه کشتی سازی برای آب بند کردن نشت های موجود در پرچ های زیر کشتی که در آب واقع شده بود از جوشکاری زیر آبی بهره گرفت. در کارهای تولیدی که در زیر آب انجام می پذیرد، جوشکاری زیر آبی یک ابزار مهم و کلیدی به شمار می آید. در سال 1946 الکترود های ضد آب ویژه ای توسط وان در ویلیجن1 در هلند توسعه یافت. سازه های فرا ساحلی از قبیل دکل های حفاری چاه های نفت، خطوط لوله و سکوهای ویژه ای که در آب ها احداث می شوند، در سالهای اخیر به طرز چشمگیری در حال افزایش اند...
انواع گرده جوش در جوش برق
انواع گرده جوش در جوش برق
طریقه ایجاد قوس الکتریکی با دست
برای ایجاد قوس الکتریکی مانند نوک زدن مرغ عمل می نمائیم و الکترود را به کار نزدیک کرده و پس از برقراری شعله آن را در فاصله ای بین 2 تا 3 میلیمتر نسبت به کار نگه می داریم و صدای یکنواخت معرف تنظیم بودن جریان جوش می باشد. در جوشکاری تخت الکترود با زاویه تمایل بین 15 تا 20 درجه نسبت به خط قائم قرار دارد و با تغییراتی در این زاویه می توان تغییراتی در گروه و نوع جوش بوجود آورد.
برای پر کردن با حرکات مختلفی که به الکترود می دهند عمل می شود و انواع مختلف حرکت الکترود وجود دارد و برای پر کردن درز جوش مورد استفاده قرار می گیرد.
1. پر کردن در امتداد محور الکترود
2. پر کردن درز جوش بصورت شکسته و بسته
3. پر کردن درز جوش بطور زیگزاگ
4. پر کردن درز جوش با نوسان دایره ای
ادامه مطلب ...درس آزمون فراصوتی
میتونید خلاصه درس آزمون فراصوتی رو در لینک زیر مطالعه کنید.
رمز فایل : amingoodarzi
http://s4.picofile.com/file/7772165371/ut_goodarzi.pdf.html
تست های غیر مخرب در جوشکاری صنعتی
تست های غیر مخرب در جوشکاری صنعتی

شرح :
بطور کلی تست هایی که بر روی مواد انجام می گیرند شامل دو دسته هستند :
۱-مخرب ۲- غیرمخرب .
تست های مخرب شامل : تست فشار ، کشش ، ضربه ، سایش ، سختی و … ، و تست های غیر مخرب شامل ۱۲ روش : چشمی ، مایعات نافذ ، ذرات مغناطیس ، اولتراسونیک ، پرتونگاری ، جزیان های گردابی ، مافوق صوت و … می شوند .برای آشنایی با این تست ها ۲ کتاب جامع برای شما در نظر گرفته شده است .
ادامه مطلب ...
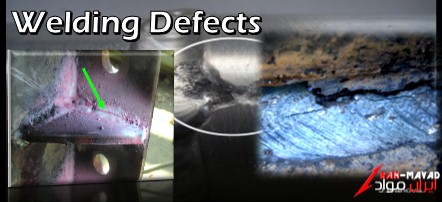
عیوب معمول جوش