هر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایرانهر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایران
عیوب معمول جوش
عیوب معمول جوش

شرح :
جوشکاری بدیلی وجود شار حرارتی بسیار بالا و شرایط تکنیکی آن بشدت در معرض ایجاد عیب و نقص در جوش و در نتیجه ناکام ماندن از ایجاد یک جوش با استحکام کافی است . عیوب میتوانند در اثر عوامل مختلف اعم از نامناسب بودن مواد مصرفی ، عدم مهارت جوشکار و عملیات ناصحیح پیش گرم و پس گرم و غیره بوجود آیند که در این کتابچه به معرفی این عیوب پرداخته ایم .
ادامه مطلب ...هندبوک بازرسی جوش(AWS)
Welding Inspection Handbook
American Weidins Society

شرح :
بازرسی جوش (Welding Inspection) جهت کنترل دقیق قطعات جوشکاری شده و برای اطمینان از صحت انجام جوشکاری بر مبنای استاندارد ها و دستورالعمل های مشخص روی اتصالات جوش شده انجام می شود . این بررسی ها از جمله وظایف یک بازرس جوش است. سازه های جوش شده در مراحل مختلف جوشکاری نیازمند بازرسی هستند . برای اطمینان یافتن از حصول کیفیت مناسب در قطعات مختلف جوش شده، لازم است دستورالعمل های مربوط به جوشکاری بخوبی اجرا شوند.
ادامه مطلب ...فیلم جوشکاری اصطکاکی FRW
فیلم جوشکاری اصطکاکی FRW
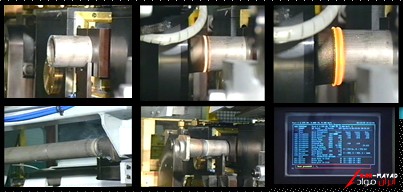
شرح :
جوشکاری اصطکاکی (Friction Welding: FRW) فرآیندی است که در آن با استفاده از انرژی مکانیکی ناشی از حرکت قطعات روی هم و تبدیل آن به حرارت، اتصال صورت می گیرد. در واقع اتصال بین مواد بواسطه نیروی فشاری در ناحیه تماس دو قطعه ایجاد می شود. در مرحله اول این فرآیند جوشکاری ، تماس بین قطعات برقرار می شود. این تماس منجر به تمیز شدن سطوح اتصال می گردد. حرارت تولیدی در اثر تمیز کاری یک محدوده از قطعه را تحت تاثیر قرار می دهد. پس از مدتی قطعه یا قطعات متحرک، ثابت شده و قطعات بهم فشرده می شوند. در اثر این عمل پلیسه ای از مواد در ناحیه اتصال به بیرون ریخته می شود.
ادامه مطلب ...محدوده پذیرش عیوب در استانداردهای مختلف
این فایل به صورت pdf با کیفیت بالا می باشد
برای دانلود بر روی لینک زیر کلیک نمایید.
 |
جوشکاری آلیاژ AL-6XN

این آلیاژ در دمای ۶۵۰ تا 980C فاز چی (Chi Phase) (ترکیب کرم-آهن-موایبدن) در راستاس مرزدانه ها تشکیل شده و نواحی اطراف را از مولیبدن و کرم فقیر میسازد. این موضوع باعث ایجاد خوردگی بین دانه ای میگردد. برای کاهش این اثر به ترکیب این آلیاژ نیتروژن افزوده میگردد تا این تغییر فاز را کاهش داده و مقاومت خوردگی را بهبود بخشد. این موضوع هنگام جوشکاری از اهمیت بالایی برخوردار میگردد و لذا برای جوشکاری باید نکات خاصی را رعایت نمود.
تست ذرات مغناطیسی، مایعات نافذ
تست ذرات مغناطیسی (MT):از این روش می توان برای یافتن عیوب سطحی و یا نزدیک به سطح در قطعات فرومغناطیسی استفاده نمود. در این تکنیک تمام یا بخشی از قطعه مغناطیس شده و فلوی مغناطیسی از داخل قطعه عبور داده می شود. هر گاه عیبی در سطح یا نزدیکی سطح قطعه وجود داشته باشد باعث نشت فلوی مغناطیسی در قطعه می گردد و نتیجتا باعث به وجود آمدن دو قطب S,N می گردد. که با پاشیدن ذرات ریز فرومغناطیسی مانند اکسید آهن آغشته به مواد فلروسنت بر روی سطح قطعه می توان ترک را زیر نور ماوراء بنفش مشاهده نمود.
مغناطیس کردن به وسیله کابل (MAGNETIZATION by cable):
گاهی
اوقات ابعاد قطعات به اندازه ای بزرگ است که امکان استفاده از کویل امکان
پذیر نیست. وقتی این مسئله اتفاق می افتد یک سیم مسی عایق شده ( روپوش دار)
را میتوان برای ایجاد میدان مغناطیسی در ماده استفاده کرد. در این روش سیم
(کابل) را به دور قطعه می چرخانیم ( شبیه کویل ) تا یک میدان طولی در قطعه
ایجاد شود.
جوشکاری تیآیجی
درمیان انواع فرآیندهای اتصال فلزات، فناوری جوشکاری و روشهای مختلف آن به دلیل قابلیتهای خاص و تنوع در عملکرد، جایگاه خاصی را به خود اختصاص دادهاست.بطوریکه از نظر کیفی قابل قیاس با سایر روشهای اتصال نیست.در استانداردهای مطرح و مرتبط این رشته، از فناوری جوشکاری به عنوان فرایند خاص (Special Process) یاد شدهاست.فرایند خاص به فرایندی اطلاق میشود که کیفیت و نتیجه آن وابستگی بسیاری به مهارت اپراتور آن داشته و جهت اجرای آن به دستورالعملهای تایید شده نیاز باشد.

ادامه مطلب ...
اصول ساخت مخازن تحت فشار
اصول ساخت مخازن تحت فشار
مخازن تحت فشار از جمله تجهیزاتی هستند که در شاخه نفت و پتروشیمی و در اغلب صنایع اصلی نظیر نیروگاه و حمل و نقل از کاربرد ویژه و قابل توجهی برخوردار بوده و از اینرو توجه به مقوله طراحی و ساخت آنها از اهمیت ویژه ای برخوردار است . مخزن تحت فشار طبق استاندارد ASME SEC VIII به مخازنی گفته می شود که فشار طراحی داخل آن بیش از psi15 ) و کمتر ازpsi3000( باشد .این مخازن فلزی معمولاً استوانهای یا کروی برای نگه داری و یا انجام فرآیند های شیمیایی مایعات و یا گازها می باشند که توانایی مقاومت در برابر بارگذاریهای مختلف (فشار داخلی، و یا فشار خارجی و خلا در داخل) را دارامیباشند.
جوشکاری فلزات رنگین با گاز استیلن یا کاربیت
تمام فلزات رنگین را با کمی دقت و مهارت و آشنائی با اصول جوشکاری می توان جوش داد و برای جوشکاری این نوع فلزات بایستی خواص فلز را در نظر گرفت.
جوشکاری مس با گاز
بهترین طریقه برای جوشکاری مس جوشکاری با اکسیژن است( جوش اکسیژن = اتوگن= استیلن= کاربید اصطلاحات مختلف متداول می باشند) ضمناً می توان جوشکاری مس را با قوس الکتریک یا جوش برق نیز انجام داد.
استاندارد ISO 5817:2007
استاندارد ISO 5817:2007 با عنوان جوشکاری ذوبی – اتصالات جوشکاری در فولاد، نیکل، تیتانیوم و آلیاژهای آنها (به جز جوشکاری لیزری یا الکترونی) – سطوح کیفیت برای ناپیوستگی های جوش یک استاندارد بین المللی است که ابعاد ناپیوستگی هایی که نوعا در فرایند ساخت رخ می دهند را تعریف می نماید. این استاندارد را می توان برای تولید اتصالات جوشکاری در یک سیستم کیفیت بکار گرفت.
این استاندارد مقادیر ابعادی ناپیوستگی ها را در سه دسته تقسیم بندی نموده است که برای هر کاربرد خاصی می توان یکی از این دسته ها را انتخاب نمود. پیش از ساخت (ترجیحا پیش از عقد قرارداد یا در مرحله پیشنهاد) بایستی سطح کیفیت بر اساس یکی از این دسته ها انتخاب شود.
البته می توان دسته ها یا سطوح کیفیت مختلفی را در اتصالات جوشکاری یک محصول انتخاب نمود. این موضوع بایستی در بحث طراحی و بالطبع در هزینه های ساخت و بازرسی لحاظ شود.
ادامه مطلب ...