هر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایرانهر آنچه که یک مهندس مواد و جوش باید بدانند
پایگاه جوش ایرانتاریخچه ی مختصراز جوشکاری دستی قوس برقی(S.M.A.W)
تاریخچه ی مختصراز جوشکاری دستی قوس برقی(S.M.A.W)
قوس برقی در سال ۱۸۰۷توسط سرهمفری دیوی کشف شد ولی استفاده از آن در جوشکاری فلزات به یکدیگر هشتاد سال بعد از این کشف ، یعنی در سال ۱۸۸۱ اتفاق افتاد. فردی به نام آگوست دیمری تنز در این سال توانست با استفاده از قوس برقی و الکترود ذغالی صفحات نگهدارنده انباره باطری را به هم متصل نماید.بعد از آن یک روسی به نام نیکولاس دی بارنادوس با یک میله کربنی که دسته ای عایق داشت توانست قطعاتی را به هم جوش دهد. وی در سال ۱۸۸۷ اختراع خود را در انگلستان به ثبت رساند.
مقاله کامل در ادامه مطلب
ادامه مطلب ...
اتصال حرارتی پلاستیک ها( Plastic Welding )
جوشکاری پلاستیک ها :
قطعات پلاستیکی را می توان به طرق مختلف بررویهم سوارکرد . بطورکلی این روش ها در ۳ گروه طبقه بندی می شوند که عبارتند از:
۱- چسباندن پلاستیک ها بر رویهم :
در فرآیند چسباندن قطعات پلاستیکی سطوحی را که قراراست بهم چسبانده شوندبا لایه ای از چسب پوشانده و سپس آنها را رویهم گذاشته وبا اعمال فشار متوسطی به یکدیگر می چسبانند. نوع چسب
مورد استفاده درهرحالت بستگی به نوع ماده ای دارد که قرار است چسبانده شود.
۲- سوار کردن قطعات پلاستیکی به طریقه مکانیکی:
قطعات پلاستیکی را می توان با استفاده ازاتصالات مکانیکینظیر پیچ ،پرچ، بست ، مهره ،مفصل ، چفت فنری وغیره نیز بر رویهم سوار نمود، مزیت اصلی استفاده از اتصالات مکانیکی برای سوار کردن قطعات پلاستیکی ،اولا امکان اتصالقطعات غیرهمجنس بررویهم وثانیا امکان اتصال قطعات ساخته شده ازپلاستیک های ترموست علاوه بر ترموپلاستیک ها می باشد.
ادامه مطلب ...
وظایف بازرس جوش
وظایف بازرس جوش
۱-بررسی و تفسیر نقشه های جوشکاری
۲-بررسی و شناسایی مواد مطابق با مشخصات پروژه
۳-بررسی فلز مبنا از نظر عیوب ظاهری و انحرافات مجاز
۴-بررسی نحوه انبار کردن مواد مصرفی
۵-بررسی تجهیزات مورد استفاده
۶-بررسی آماده سازی اتصال جوش
۷-بررسی جفت و جوری اتصال
۸-بررسی بکار بردن دستور العمل جوشکاری
۹-بررسی صلاحیت جوشکاران
۱۰-انتخاب و بررسی نمونه تولیدی
۱۱-ارزیابی نتایج آزمایش
۱۲-نگهداری وضبط سوابق
۱۳-تهیه گزارش
بازرسی بعد از جوشکاری شامل مراحل ذیل میباشد:
۱٫ کنترل ظاهر جوش
۲٫ کنترل ابعاد جوش
۳٫ کنترل طول جوش
۴٫ کنترل ابعاد قطعه جوشکاری شده
۵٫ کنترل عملیات حرارتی در صورت نیاز
۶ . آماده سازی گزارشات
تأثیر کیفیت پوشش بر کیفیت جوش (Effect of electrode coating )
در کارهای حساس که کنترل کیفی جوش انجام می شود ، شرط لازم برای رسیدن به جوش مطلوب استفاده از الکترود سالم می باشد ( البته این شرط کافی نیست ) . فاسد بودن الکترود به معنای غیر قابل استفاده بودن آن نیست ، اما انتظاراتی که از الکترود می رود و در شناسه الکترود معرفی شده است تأمین نخواهد شد . الکترود ضمن حمل و نقل و یا انبارداری ، به یکی از روش های زیر فاسد می شود.
عوامل فساد الکترود :
۱ – عدم هم محوری پوشش و هسته یکی از عوامل فساد است .
۲ – نیم سوز بودن پوشش الکترود : اگر الکترود به قطعه کار بچسبد و جدا نشود ، گداخته شده و حرکت های چپ و راست جوشکار برای کندن الکترود ، پوشش را خراب نموده و گداخته شدن پوشش باعث نیم سوز شدن آن می شود .

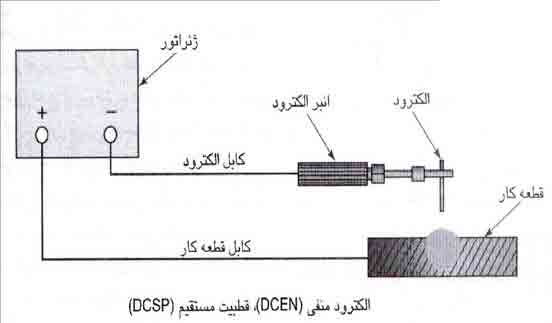
اثر نوع جریان و پوششش الکترود بر عمق نفوذ و کیفیت جوش
جوشکاری آلومینیوم (Welding Aluminum)
فلزاتی که در حالت جامد صد در صد در یکدیگر قابل حل شدن هستند بالاترین قابلیت جوشکاری در یکدیگر را دارند و فلزاتی که قابلیت انحلال آنها در حالت جامد محدود است ظرفیت جوش پذیری کمتری دارند . فلزاتی که در حالت جامد غیر قابل انحلال اند با روش های ذوبی هم امکان جوشکاری آنها فراهم نیست.
به طور کلی عوامل تعیین کننده در جوش پذیری فلزات عبارتند از:
۱- آنالیز یا ترکیب شیمیایی فلز یا آلیاژ ( فلزات پایه وپر کننده )
۲- عملیات حرارتی پیش گرمایی و پس گرمایی
۳- روش های جوشکاری
۴- سایر عوامل خارجی و محیطی
جوشکاری آلومینیوم :
آلو مینیوم سبک و مقاوم در مقابل خوردگی و زنگ زدگی است و سبکترین فلز تجاری به حساب می رود. اگر به صورت آلیاژ در آید استحکام کششی آن می افزاید .
جوشکاری مقاومتی نقطه ای (Resistance spot welding)
جوشکاری مقاومتی نقطه ای:
جوشکاری مقاومتی نقطه ای فرآیندی است که در آن سطوحی که بر روی هم قرار گرفته اند از طریق حرارت تولید شده در یک یا چند نقطه به هم متصل می شوند. گرمای تولید شده در این نقاط، حاصل از فلوی جریان الکتریکی است که بین الکترودها برقرار می شود و از میان قطعات نیز عبور می کند. ضمن اینکه الکترودها در این وضعیت با اعمال فشاری خاص، سطوح را به نزدیک می کنند.

تأثیر قطر الکترود و شدت جریان مصرفی بر عمق نفوذ جوش
تأثیر آمپر بر عمق نفوذ و گرده ی جوش :
شدت جریان مقدار نفوذ جوش را کنترل می کند و به جز موارد استثنایی ، جریان با نفوذ رابطه ی مستقیم دارد . تغییر جریان مقدار ولتاژ را نیز تحت تأثیر قرار می دهد . در طول قوس ثابت ، با افزایش جریان ، ولتاژ نیز افزایش می یابد . از جنبه های تکنولوژیکی ، جریان جوشکاری افزایش قابل توجهی بر روی عمق نفوذ جوش دارد ولی افزایش آن بیش از یک مقدار معین باعث می شود که سطح گرده ی جوش رضایت بخش نباشد . به ازای ضخامت معین از قطعات ، جریان حداکثری وجود دارد که بهترین نفوذ را با سطح گرده ی صاف و یکنواخت ارائه می دهد.
ادامه مطلب ...
تاثیر درجه حرارت آنیل کردن بر گرافیت زایی فولاد ck45
تاثیر درجه حرارت آنیل کردن بر گرافیت زایی فولاد ck45
با تشکر فراوان از : مهندس حاج حسین نادی
![]()